Click on the image for a larger view.
Click here for a super detailed view.
![]()
Click on the image for a larger view.
Click here for a super detailed view.
| Main Page and Introduction | Head Button Construction |
| Head Construction | Jet Construction |
| Body Construction | Final Assembly and Operation |
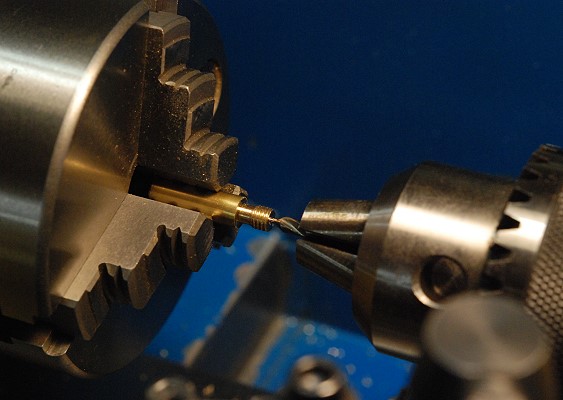
| Machining the Jet Blanks: Each jet blank is nearly identical to the head button, except that it is longer overall and has a longer neck, as can be seen in the picture at right. Follow the procedure for making the head button, but make the overall length 1" instead of 11/16", and make the turned/threaded/neck area 1/4" long instead of 3/16". Also, do not drill a hole through the side as for the head button. Instead, you will be drilling a hole down the center of the blank, as shown in the following steps. (In the photo at right, the hole down the center has already been drilled.) You will need to make two blanks. |
|
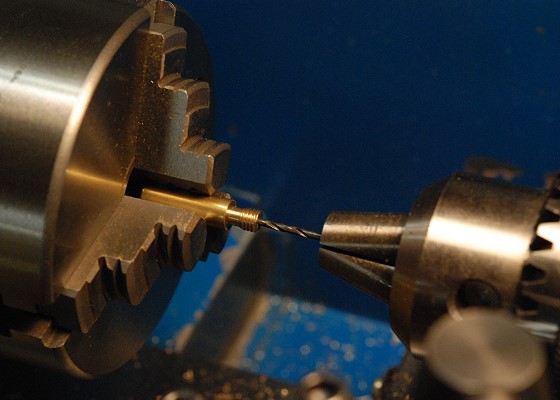
| Drilling a Pilot Hole: For each blank, use a center drill to drill a pilot hole in the exact center of the threaded end, as shown in the photo. |
|
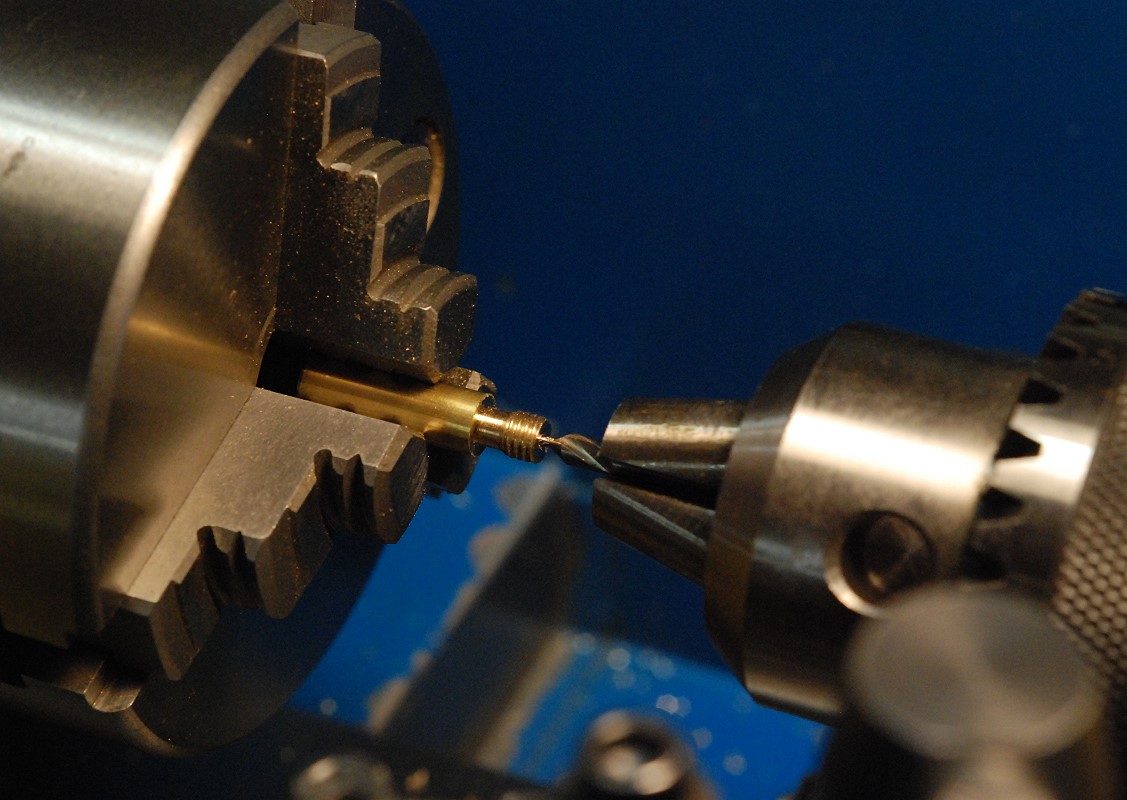
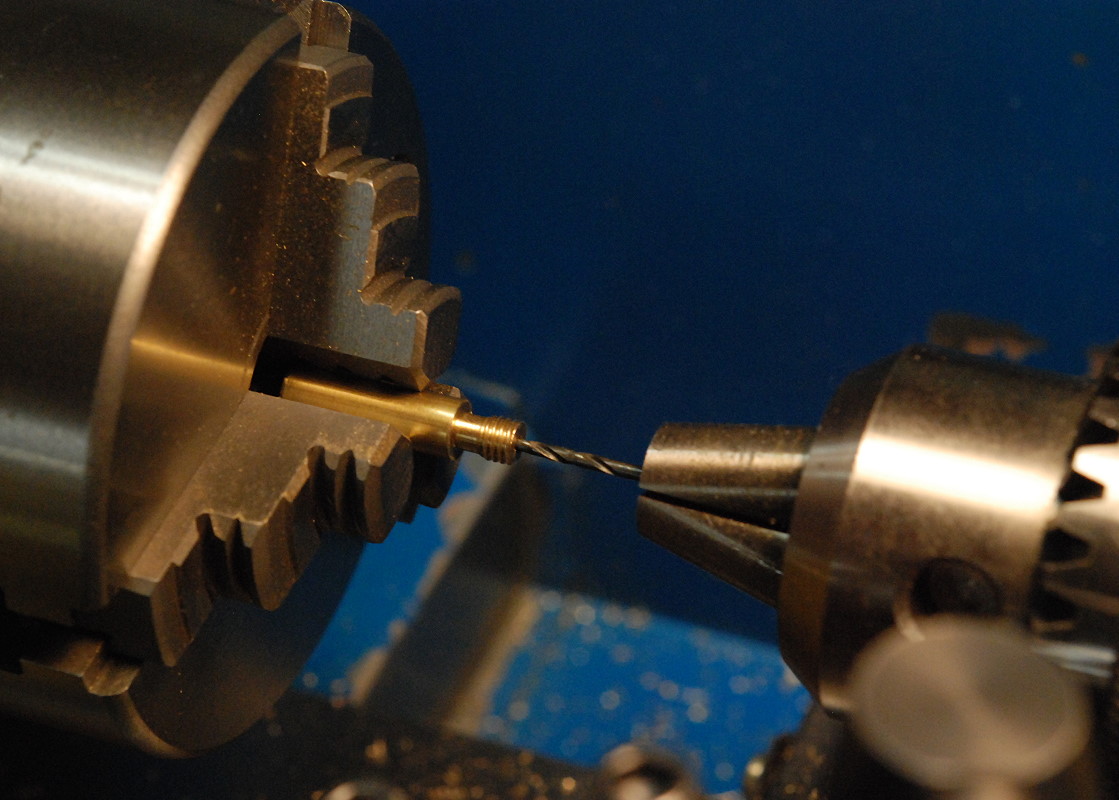
| Drilling the Hole Down the Center: After center drilling each blank, drill a 1/16" hole down the center from the threaded end that is 15/16" deep. This must be done very carefully, since the hole is so deep. (Generally, a hole more than 2 to 4 drill diameters deep is considered a "deep" hole.) Use plenty of cutting oil and extract the bit completely every 1/16" or so to clear the chips and flutes. Failure to take these steps will result in a broken or jammed bit and a ruined part. Keep careful track of the depth. If you drill all the way through the jet is ruined! |
|
| Finished Jet Blank: Once the center holes are drilled, you have two "jet blanks", as shown in the picture. The only thing left to do to complete the jets is to drill tiny holes in the sides, where the steam will come out, but this must not be done until the jets are firmly mounted on the body. |
|
| Drilling the Jet Holes: First mount the completed jet blanks firmly on the body. This must be done before drilling the actual jet holes. Once drilled, the jets are not interchangeable, so label the body and jets so you know which goes where. One way to do this is to grind a small mark on one jet and on the body where it attaches. Likewise, grind two small marks on the other jet and on the body where it attaches. With the jets firmly mounted on the turbine body, mount the body in a vice and drill the jet hole as shown in the picture. Use a #78 HSS (not carbide) drill and drill a hole through to the center of the jet that is exactly in the middle of the jet and 1/16" in from the end. Do not use a #76 carbide drill as shown in the photo. (After ruining a blank I decided that the carbide drills break too easily. I also decided later that the smaller #78 drill worked better.) Drill very carefully, use cutting oil, and run the drill at a high speed. You must extract the bit frequently (after every 1/50" or so) to clear the chips and flutes. If you don't do this the bit will bind and break! Remember, for a bit this size (0.020"), a hole 3/32" (0.094") deep is four and a half drill diameters deep and is considered a "deep" hole. Rotate the body a half turn and repeat for the other side. Finally, blow air through the jet from the outside to ensure that no chips remain. |
|
©Copyright Statement:
All images, designs, and materials on these web pages are the property of
Gregory P. Latta and are ©2008 by Gregory P. Latta. You may use them for
personal purposes and for educational purposes, but any commercial or other use
is strictly prohibited unless written permission is obtained from the author.
Disclaimer:
Opinions expressed are those of the author or the quoted source. The author is
not an employee of or agent for any of the vendors referenced in the text and
does not sell or represent any of the products discussed. Vendors may provide
products for review purposes and may provide sponsored support through
advertising or links. No information provided herein represents professional
advice or best practices. All information is provided to help the reader gain a
better understanding of the tools and techniques described. Considerable care
has been exercised to provide accurate and timely information. However the
author cannot be responsible for information which is incorrect or out of date.
Power tools and shop practices can be dangerous if used carelessly or
improperly - always take proper safety precautions such as wearing protective
eyewear and appropriate clothing. All practices, procedures, modifications and
product recommendations described herein are to be used at the discretion and
risk of the reader.
 Back
to Dr. Greg Latta's Model Engineering and Mechanical Engineering
Pages
Back
to Dr. Greg Latta's Model Engineering and Mechanical Engineering
Pages
![]() If you
have any questions or comments, you can send E-Mail to Dr. Greg Latta at
glatta@frostburg.edu
If you
have any questions or comments, you can send E-Mail to Dr. Greg Latta at
glatta@frostburg.edu
Back to Greg Latta on the World Wide Web

{kind=link}
{kind=link}
{kind=link}
{kind=link}